slicing/printing details #27
Comments
|
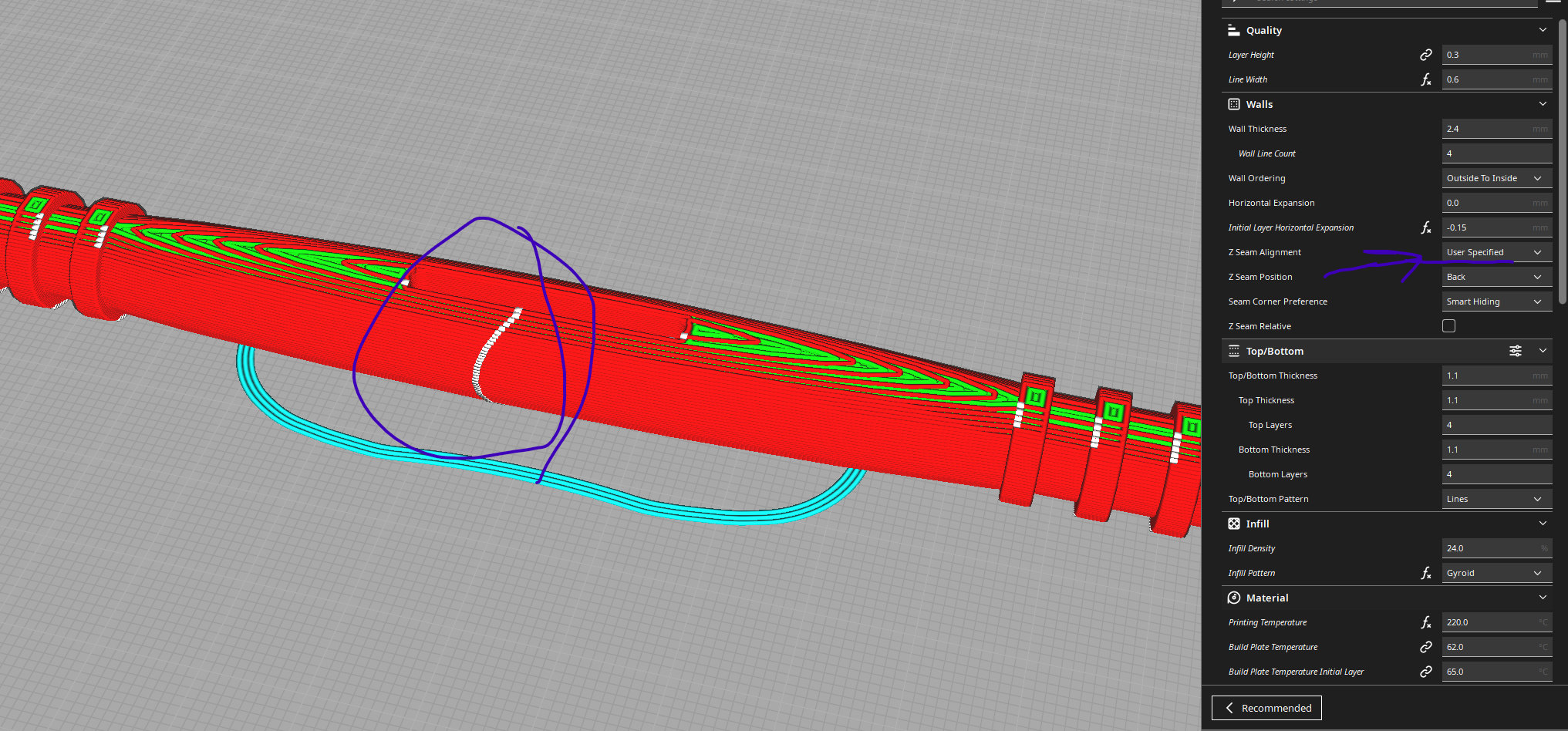
But for clip, better to use "User specified" |


Sign up for free
to join this conversation on GitHub.
Already have an account?
Sign in to comment
|
But for clip, better to use "User specified" |
I have noted that many ppl show broken 3D printed parts of tourniquet. Reason for that - wrong slicing settings, wrong nozzle dia, low nozzle temperature and high cooling settings. Also wet plastic could become a big problem here.
I have used PETG with 245 degrees 0.6 mm nozzle and smallest rpm (35%) of cooling for just to remove stringing.
For slicing, main point for high loaded parts is to have as long non "retracted" line. So you want to avoid as much as possible retractions at load points.
Here is example of bad slicing, seam is right in weakest place of windlass:
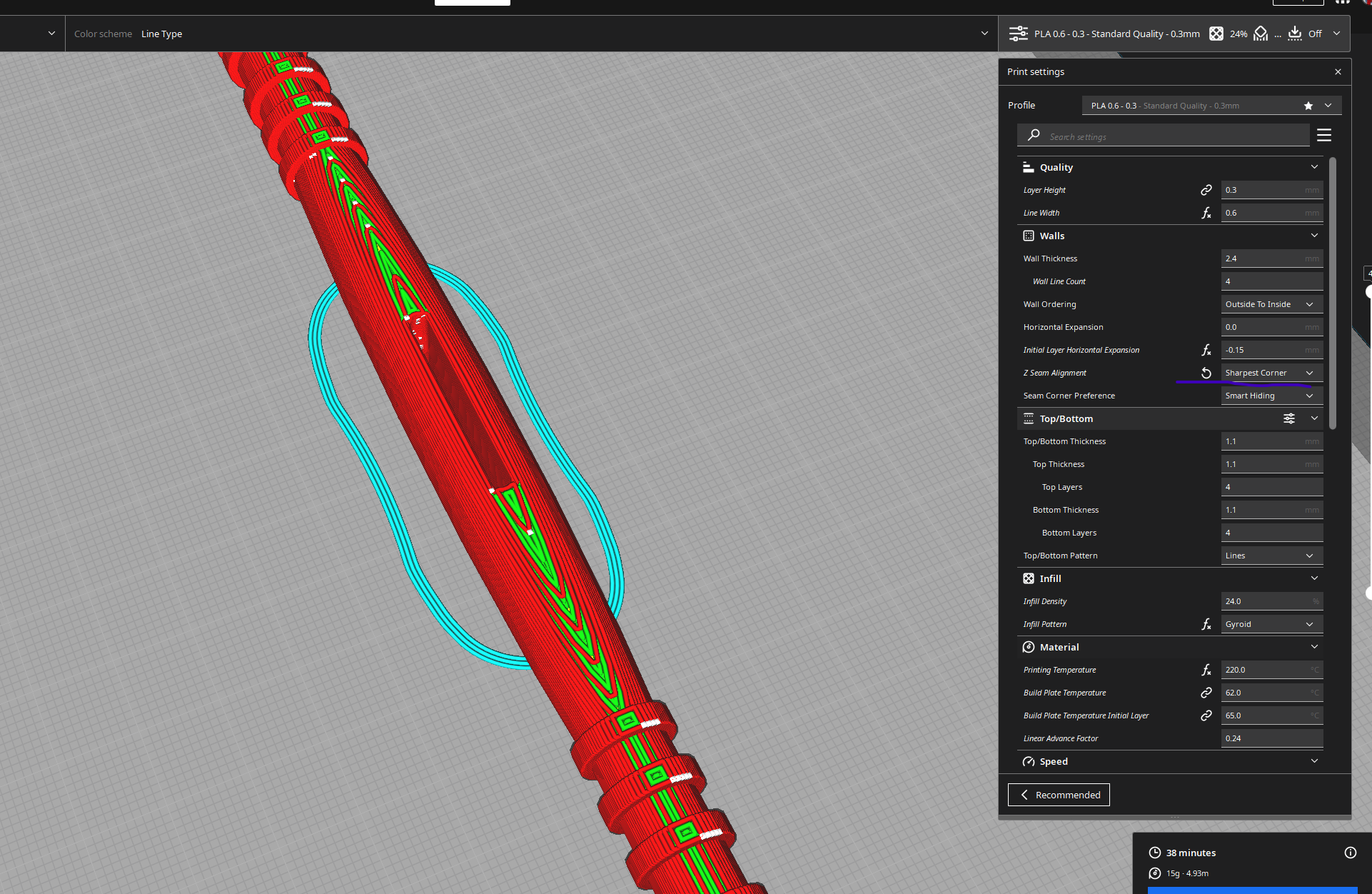
To resolve it, pick different setting for seam location, like "Random" or better "Sharpest corner", that way all retraction will be at non critical places.
The text was updated successfully, but these errors were encountered: